Analyzing the critical evolution from fossil-fuel resins to eco-friendly, biodegradable polymer composites designed to mitigate carbon emissions and secure cradle-to-cradle lifecycle integrity.
For decades, cosmetic containers and consumer products have relied heavily on synthetic petroleum-derived plastics such as Polyethylene Terephthalate (PET), Polypropylene (PP), and Polystyrene (PS). These materials present high durability but contribute directly to microplastic accumulation, non-degradable waste, and heavy scopes of carbon output during production. The packaging industry is undergoing a structural transition toward biodegradable alternatives that ensure equivalent barrier protection, aesthetics, and structural durability.
Biodegradable materials, including PLA (Polylactic Acid), PHA (Polyhydroxyalkanoate), and plant-based structural polymers, degrade through biological processes. When exposed to microbial action in compost systems or natural environments, these materials decompose into water, carbon dioxide, and organic biomass. This transition prevents toxic chemical runoffs and lowers greenhouse gas footprints across the entire packaging lifecycle.

The intersection of international regulatory pressure, strict ESG targets, and evolving consumer preferences is driving global brands to transition to green supply chains.
International investment structures and corporate reporting standards now require clear transparency regarding ESG performance. Brands are shifting from virgin plastics to bio-based and recycled options to reduce Scope 3 upstream emissions and align with circular economy frameworks.
The EU Packaging and Packaging Waste Regulation (PPWR), UK Plastic Packaging Tax, and U.S. state-level Extended Producer Responsibility (EPR) mandates impose penalties on companies using single-use, non-recyclable materials, establishing certified biodegradability as a market standard.
Global supply chains require packaging materials capable of withstanding varying temperatures and humidity levels during transit. Bio-based plastics must meet performance requirements for drop-impact resistance, leak prevention, and pressure stability during maritime shipping.
A detailed analysis of how our engineering teams optimize molecular barrier properties, chemical compatibility, and degradation pathways to create functional sustainable packaging.

Polylactic Acid (PLA), derived from renewable starches such as corn or sugarcane, is a common replacement for transparent oil-based plastics. In its native form, pure PLA is brittle and has a relatively low heat deflection temperature (approx. 55°C). To resolve these performance limitations, our team works with modified PLA composites, blending it with Polybutylene Adipate-co-Terephthalate (PBAT) and natural organic fibers to improve flexibility and impact resistance.
These material modifications allow us to manufacture cosmetic jars, squeeze tubes, and shipping containers that maintain structural integrity during distribution. This ensures that products are well-protected throughout their lifecycle while remaining compatible with standard industrial composting facilities.
Skincare formulas containing essential oils, volatile active ingredients, and water-in-oil emulsions are highly sensitive to oxygen and water vapor transmission. Traditional biodegradable films often feature high moisture vapor transmission rates (MVTR), which can lead to product dehydration, oxidation, or active ingredient degradation over time.
To address these challenges, we utilize multi-layer co-extrusion technologies and integrate natural internal barrier coatings. For example, our airless pump bottles combine PLA exterior housings with inner pouches made of high-barrier, food-grade polymers. This design prevents volatile compounds from escaping and protects the formulation from oxygen exposure without affecting the container's overall recyclability.

Understanding the manufacturing foundation of Hangzhou Ariqa Fashion Co., Ltd. and its role in producing sustainable packaging systems.
Hangzhou Ariqa Fashion Co., Ltd. is a professional China skincare packaging manufacturer specializing in cosmetic containers, beauty packaging, and customized packaging solutions for skincare, personal care, and cosmetic brands worldwide. With a strong focus on innovation, quality, and brand presentation, we help businesses create packaging that enhances product value and strengthens market competitiveness.
Our comprehensive product portfolio includes skincare packaging containers, cosmetic bottles, jars, airless packaging systems, lotion and serum packaging, beauty packaging accessories, travel-size packaging, and custom-designed packaging solutions. Serving both emerging brands and established global companies, we provide flexible packaging options tailored to different product formulations, branding requirements, and market positioning strategies.
At Ariqa Fashion, we understand that packaging plays a critical role in consumer purchasing decisions and brand recognition. Our experienced design and engineering teams work closely with customers to develop attractive, functional, and market-oriented packaging solutions. From concept development and structural design to decoration, labeling, printing, and final production, we provide complete packaging support throughout the product development process.


Our manufacturing operations are supported by advanced production equipment and strict quality management systems, ensuring consistent product quality, durability, and performance. We carefully select materials and production processes to meet international quality standards while supporting customers' sustainability goals through recyclable and environmentally conscious packaging options.
In addition to standard packaging products, we offer comprehensive OEM and ODM services, including custom molds, private label packaging, color matching, surface finishing, and branding solutions. Our flexible manufacturing capabilities enable us to accommodate both small-scale product launches and high-volume production requirements.
Serving clients across North America, Europe, Southeast Asia, the Middle East, and other international markets, Hangzhou Ariqa Fashion Co., Ltd. is committed to delivering innovative skincare packaging solutions, reliable service, competitive pricing, and long-term partnership value. Our mission is to help beauty and skincare brands succeed through premium packaging that combines aesthetics, functionality, and market appeal.
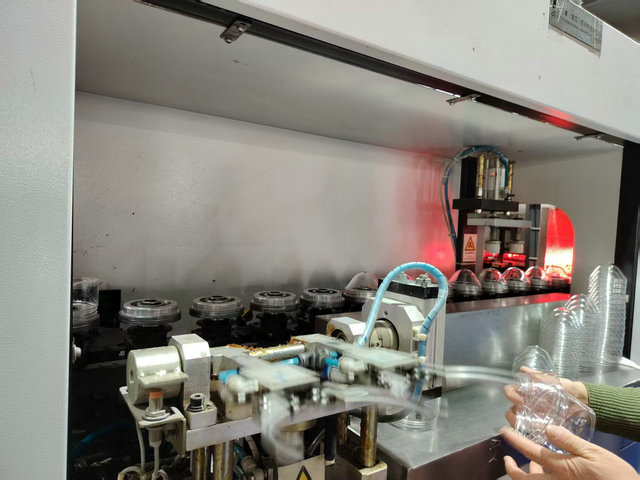
A visual overview of our manufacturing facilities, processing technologies, quality control systems, and logistics centers.



We provide regulatory and logistical support to ensure all packaging meets the compliance standards of international target markets.
Navigating the complex global landscape of environmental regulations requires deep technical expertise. Our biodegradable materials and packaging solutions are designed to meet strict international standards, allowing brands to expand into new markets without regulatory delays.
We ensure compliance with the following international frameworks:
By providing complete testing documentation, material safety data sheets (MSDS), and third-party certifications, we help simplify the regulatory clearance process for our clients' compliance teams.
Our research and development pipeline focuses on next-generation barrier technologies, home-compostable resins, and circular packaging solutions.
We are actively researching Polyhydroxyalkanoate (PHA) variations derived from organic waste streams. These polymers degrade naturally in marine environments, providing a viable alternative for products that risk escaping municipal waste management systems.
To reduce reliance on multi-layer plastics, we are developing plant-based barrier coatings derived from hemicellulose and lignin. These coatings improve the water and oxygen resistance of paper and single-polymer packaging, supporting clean recycling and composting cycles.
We are testing QR-code-based material tracking systems that provide consumers and recycling facilities with real-time access to material origins, carbon footprint data, and end-of-life disposal recommendations.
Common technical questions regarding material specifications, design options, and logistics capabilities answered by our engineering and product development teams.