Engineered for durability, seamless refilling, and low environmental impact. Browse our top featured selections below.





Analyzing the regulatory shifts, consumer pressure, and LCA savings driving global brands towards circular containment systems.
Strict Extended Producer Responsibility (EPR) laws across the European Union and North America are penalizing single-use plastics, driving the transition to zero-waste structures.
By investing in a robust, primary container system that is replenished via ultra-thin refill pouches, cosmetic brands cut their lifecycle carbon emissions by up to 70%.
Transitioning to Mono-PE, high-density PET, PP, and FDA-certified Post-Consumer Recycled (PCR) resins preserves integrity while facilitating full end-of-life recyclability.
In the modern FMCG and prestige beauty sectors, the linear model of "extract, make, waste" is being systematically replaced. Global brands are adapting to legislative frameworks that demand measurable steps toward circular economy integration. As a leading manufacturer in this space, Hangzhou Ariqa Fashion Co., Ltd. stands at the forefront of this shift, providing engineered solutions that bridge the gap between high-end aesthetic value and strict global sustainability compliances.
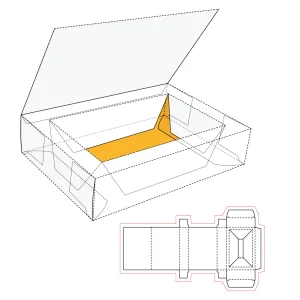
The transition to refillable systems is not merely a branding statement; it is an optimized operational strategy. Refillable designs, such as airless pump systems with replaceable inner chambers, heavy-walled PET/glass jars with drop-in PP liners, and high-capacity mono-material pouches, allow brands to retain their premium shell decoration while slashing unit container costs on repeat purchases.
Evaluating how international brand managers secure supply chains, verify chemical compatibility, and ensure local compliance.
B2B sourcing agents face unique, complex hurdles when procuring refillable containers from overseas. The key is balance: structural longevity must co-exist with raw material safety. A container designed to be refilled 10, 20, or 50 times requires exceptional fatigue resistance, robust thread tolerances, and hermetic seals that prevent formulation oxidation.
Active cosmetic formulations, especially those containing high concentrations of Vitamin C, retinol, or natural essential oils, can interact adversely with plastics. We conduct thorough raw material analysis using gas chromatography-mass spectrometry (GC-MS) to ensure zero leaching (E&L testing) over long-term reuse.
Importing containers into highly regulated markets like Europe and North America demands total supply chain transparency. Our manufacturing facilities are fully ISO 9001 certified, utilizing virgin food-grade materials and verified source-trackable PCR plastics to ensure hassle-free custom clearance and brand safety.
Furthermore, our engineering teams focus on solving mechanical wear issues. The dispensing pumps in our premium refillable bottles are tested to withstand over 5,000 cycles, and outer protective casings are designed to survive drops of up to 1.5 meters without structural degradation or marring of custom surface finishes.
Leveraging smart manufacturing, automated production lines, and domestic chemical cluster advantages to secure lead times and consistency.
As an established industrial partner, Hangzhou Ariqa Fashion Co., Ltd. utilizes advanced manufacturing technologies to drive waste out of the supply chain. By integrating computer-aided design (CAD) and computer-aided engineering (CAE) systems directly with precision CNC mold-making machinery, we dramatically compress the development time from prototype validation to mass production.
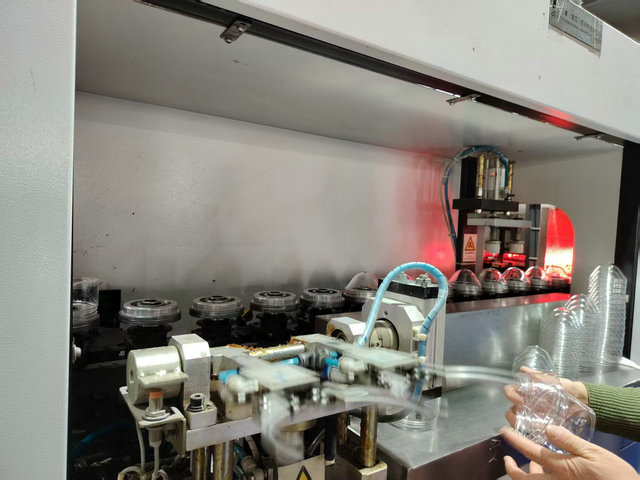
Our Factory 4.0 initiatives include fully automated plastic injection-blow molding (IBM) processes. This setup ensures that bottle weights, wall thicknesses, and neck dimensions are held to tolerances within ±0.1mm. Such precision is highly critical for refillable containers, where mismatched tolerances between the permanent outer bottle and the disposable inner cartridge would compromise the hermetic seal.
How we transform high-level aesthetic concepts into durable, production-ready packaging structures.
We work closely with your creative teams, converting aesthetic renderings into mechanical designs. Through SLA/SLS 3D printing, we deliver functional physical mockups within 72 hours for ergonomic and volumetric validation.
Our internal toolmakers construct high-durability multi-cavity injection molds using premium steel alloys. Every mold is engineered to run hundreds of thousands of cycles with consistent performance, minimizing long-term tooling maintenance costs.
Raw materials are automatically loaded and dried before entering clean injection and blow molding zones. Real-time vision inspection systems scan bottles for surface defects, micro-cracks, and dimension drift.
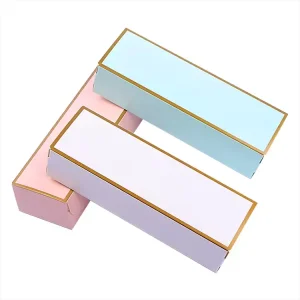
From soft-touch matte HDPE layers to luxury UV lacquering, vacuum metallization, and multi-color silk screening, we apply premium surface coatings that protect the brand's identity over months of refilling and handling.
Take a closer look at our rigorous manufacturing processes, state-of-the-art machinery, and design portfolio.








How different market verticals adopt specific containment solutions to maximize brand value and efficiency.
High-viscosity serums and face creams benefit from double-wall acrylic, glass, or heavy-duty PET jars with drop-in PP cartridges. This preserves luxury weight and feel while allowing simple, touch-free refills.
Large-format 300ml-500ml HDPE shampoo and lotion bottles with robust screw pumps are optimized for hotel amenities and home showers, utilizing high percentages of PCR material to align with corporate ESG goals.
TSA-compliant pocket-sized mist sprays, mini pill cases, and flip-top travel bottle sets are designed for active consumer use, focusing on durable seals to prevent catastrophic leakage in transit.
Answering the critical engineering, quality control, and logistic questions raised by global sourcing directors.
Complete your product line launch with our compatible components, kits, and secondary packaging solutions.