Explore our elite engineering and production range, tailored to meet rigid international guidelines and high-end brand aesthetics.






Hangzhou Ariqa Fashion Co., Ltd. is a preeminent China skincare packaging manufacturer and global supply integrator. We specialize in custom-designed cosmetic containers, medical-grade beauty packaging, and high-performance bespoke packaging solutions. Supporting dynamic skincare, personal care, and luxury cosmetic brands globally, we align technological innovation with strict brand presentation to create functional packaging that amplifies consumer value and strengthens market positioning.
Our comprehensive design portfolio covers premium skincare containers, custom acrylic jars, heavy-wall glass bottles, advanced airless pump systems, eco-conscious paper tubes, and sophisticated travel sets. Catering to high-growth indie brands and multinational companies alike, we supply adaptable packaging configurations optimized for active chemical formulations, specific barrier resistance levels, and brand-driven structural aesthetics.
Packaging serves as a primary touchpoint for brand identity and consumer satisfaction. At Ariqa Fashion, our internal design and structural engineering teams work in sync with clients to turn creative concepts into stable retail products. From custom injection mold tooling and 3D prototyping to surface metallization, silkscreen labeling, precision CMYK printing, and high-volume output, we provide end-to-end guidance to minimize production friction and ensure rapid time-to-market.
The worldwide packaging sector is undergoing a rapid transition driven by changing regulatory mandates, localized consumer dynamics, and the rise of digital commerce channels. As brands pivot from generic stock items to bespoke options, custom OEM (Original Equipment Manufacturer) partners have become essential for maintaining market shelf-presence. Modern consumers demand structural utility alongside material transparency, compelling manufacturers to adapt their assembly lines.
Globally, the cosmetic and personal care markets require packaging with protective barrier qualities to shield active formulas—like Vitamin C, retinoids, and organic botanicals—from oxidation and UV light. Rigid, airtight, and light-blocking materials are now standard technical requirements. At the same time, e-commerce growth has increased the demand for robust shipping packaging, such as high-burst-strength corrugated boxes and impact-resistant closures, to ensure products arrive undamaged.
Multi-layer polymer co-extrusion and UV-absorbing glass chemistries prevent active degradation from light and air exposure.
Incorporating Post-Consumer Recycled (PCR) resins, bio-based ocean plastics, and FSC-certified paperboards to align with carbon-reduction targets.
Engineering structural shapes to pass rigorous ISTA-6 drop-test standards, reducing return rates and product damage during shipping.
Bespoke packaging design requires tailored solutions to match local consumer habits, regional transport infrastructure, and varied climate profiles. A packaging design that performs well in a temperate climate may fail in high-humidity tropical zones or under strict local compliance regimes.
Focuses on clean-label, minimalist cosmetics and rigid compliance with US FDA, California Proposition 65, and heavy metal restrictions. North American brands rely on ergonomic airless dispensers, lightweight glass components, and post-consumer recycled (PCR) containers. Custom shipping boxes must be reinforced to withstand the high physical demands of regional e-commerce fulfillment hubs.
Driven by eco-design rules, circular economy policies, and strict plastic tax systems. Packaging must be optimized for easy recycling, favoring single-material designs, refillable glass containers, FSC-certified cardboard cylinders, and chemical-free inks. European brands value modular designs that allow consumers to separate plastic pumps from glass bodies for recycling.
Characterized by multi-step beauty routines and an appreciation for intricate details. Demand in Japan, South Korea, and China leans toward high-precision mist sprayers, compact travel-sized packaging, and premium textures like frosted glass or matte-finish bamboo. Protective double-inserts and embossed patterns on boxes help products stand out in dense retail displays.
The production of custom packaging is evolving from manual operations to an automated, digital-first system. To stay competitive, factories must implement modern hardware and software solutions across the entire supply chain.
A. Advanced Additive Prototyping & Custom Mold Injection
Using industrial SLA/SLS 3D printers allows brands to test the physical feel of a component in just 48 hours. Once validated, high-grade steel injection molds are cut with CNC machining to achieve tolerances within micrometers, preventing leaks in high-speed filling lines.
B. High-Precision Digital Printing & Embellishment
Traditional gravure setup times are being replaced by high-speed digital inkjet systems that make short-run personalization cost-effective. Advanced inline carton-forming machinery, like the Yja-700, integrates folding, gluing, and lining steps. This allows factories to manufacture complex, double-wall rigid cosmetic boxes with minimal manual intervention.
C. Intelligent and Active Packaging
Future designs will go beyond passive protection. Smart tags, such as laser-etched QR codes and integrated NFC chips, let consumers verify product authenticity and trace the supply chain. Built-in moisture indicators and gas scavengers can also help monitor product freshness, providing transparent quality assurance for consumers.
China remains a core hub for global packaging supply due to its mature industrial clusters, deep raw material access, and highly integrated logistics. The Yangtze River Delta region, where Hangzhou Ariqa Fashion is located, offers an end-to-end packaging ecosystem. Within a 100-kilometer radius, factories can access raw polymer suppliers, precision tooling shops, specialized finishing facilities, and deep-water ports.
This concentration of resources allows for quick turnaround times on custom designs. While international factories may take months to design, mold, and test a custom-molded glass jar, Chinese OEM facilities can complete the process in a fraction of the time. Integrated supply chains also help mitigate raw material cost fluctuations, ensuring stable pricing and reliable delivery schedules during global market shifts.
Additionally, Chinese factories have adopted flexible production systems to accommodate varying order volumes. Modern assembly lines can quickly switch between low-MOQ runs for emerging brands and high-volume orders for global retailers, helping brands scale their inventory according to real-time market demand.
To meet international distribution standards, packaging must undergo strict compliance and compatibility testing. Our quality control processes ensure that all materials are safe, functional, and compliant with key global regulations.
Packaging materials undergo environmental chamber testing at high temperatures (up to 45°C) to ensure formulas do not interact with or degrade the plastic, glass, or metal containers.
Using vacuum chamber testers, we verify that pump engines and screw caps maintain airtight seals, preventing leakage during air transit and high-altitude shipping.
We supply raw materials certified by recognized international standards, including FDA-grade resins, REACH-compliant materials, Prop 65-tested finishes, and FSC-certified paperboards.
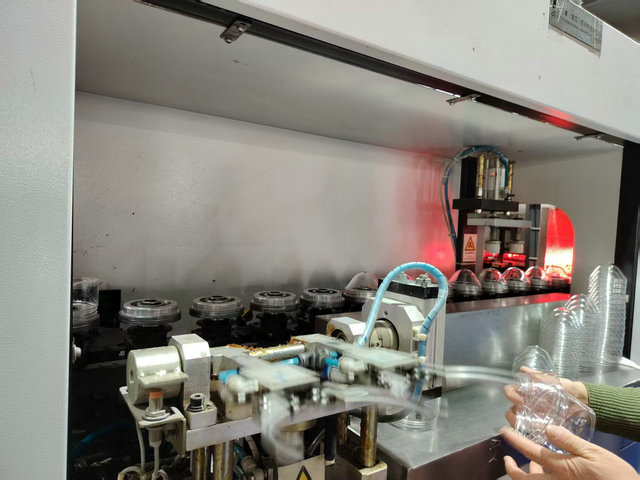
A visual overview of our manufacturing processes, custom finishes, and completed product lines.








Select from our verified range of cosmetic containers, metal tins, and sustainable paper products designed for international distribution.